
股票代码:430592
拉幅定型机的工艺流程主要有:平幅进布→光电对中轧车→下超喂→机械整纬→螺纹扩幅→上超喂→红外线探→上针毛刷→烘干定形→冷却→出布→落布(打卷)。
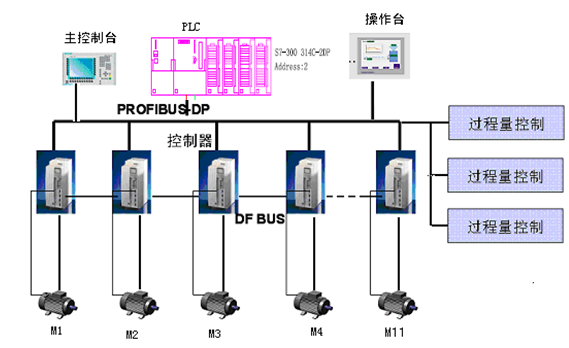
整个系统由中心控制单元PLC、上位HMI、驱动单元、现场操作等单元组成,本生产线按集中管理,分散控制的原则建立控制系统和现场操作员站。电气传动控制系统作为生产线集成控制系统的一个控制站。
现场控制站接受中央控制单元的指令,自动调节各电机的在线运行的状态,并把主要信息向中央控制单元传输。
电气控制系统示意图
通用性技术要求
整机主传动
本电气传动控制系统采用交流分部传动,传动控制系统采用共直流母线排供电的方式,全数字矢量伺服和变频传动控制系统。本电气传动以左链条为主令信号,其它各单元机与左链条一起同步,主传动电机部分采用速度闭环控制,各分部按链式DF方式传输给定,具体实现方法在伺服和变频上构成速度链。对于需要张力控制的控制点,用张力传感器作为反馈元件进行张力控制。
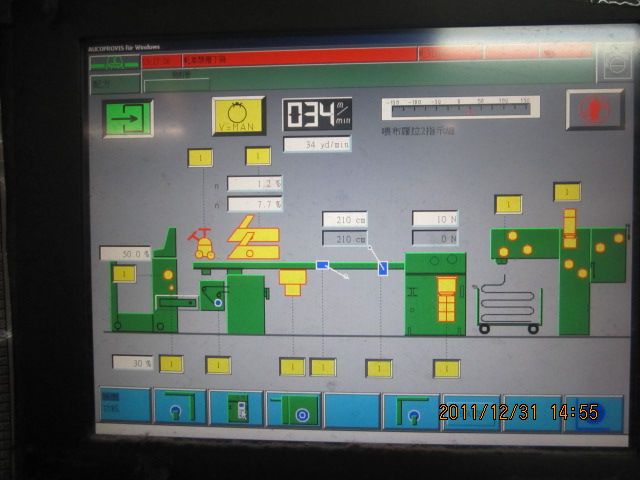
HMI上具有多个不同对象的画面,如线速度,负荷,等棒图与趋势、文本或图形列表,可进行过程值的输入,切换,如启动、停止、运行、爬行、速度微调等操作;故障报警及特殊状态的提示。
变频器与PLC进行数据交换,接受PLC的系统指令,并将变频器的运行状态和运行参数送至HMI.
其他传动控制
包括各种风机、泵类负载及其他辅助传动等各种装置。其控制主要由手动进行,连锁关系由PLC完成。
工艺生产过程状态以简单的工艺流程图方式显示,图象由一系列图例系统组成,流程图上有相关的实时生产过程的动态参数值显示。当动态显示值改变时,设备图形的相应部位也随之改变。
l 采用德国Siemens公司S7-300系列PLC组成自动化中心控制系统。
l 驱动采用SIEMENS/LENZE交流调速控制器作为驱动控制单元。
l 采用集散自控现场总线系统PROFIBUS-DP接口的开放通讯协议。
l 采用人机界面HMI
上一篇:集装箱板涂装生产线
下一篇:彩钢彩铝印花涂装机生产线








